當產品不只要「輕」,還要「強」、「穩」、「耐熱」,碳纖與玻纖增強塑膠(CFRP/GFRP)便成為最受關注的解方之一。
過去這類材料多用於航太或賽車工藝,但如今,透過射出成型工法,短纖複合材料已能進入日常產線,從電動工具到車用件,從筆電到踏板結構,它們早已不是未來式。
射出級複材主要指的是添加短纖維(Short Fiber)於熱塑性塑膠基材中的材料,藉由纖維強化塑膠結構,提高其強度、剛性、耐熱性與尺寸穩定性。
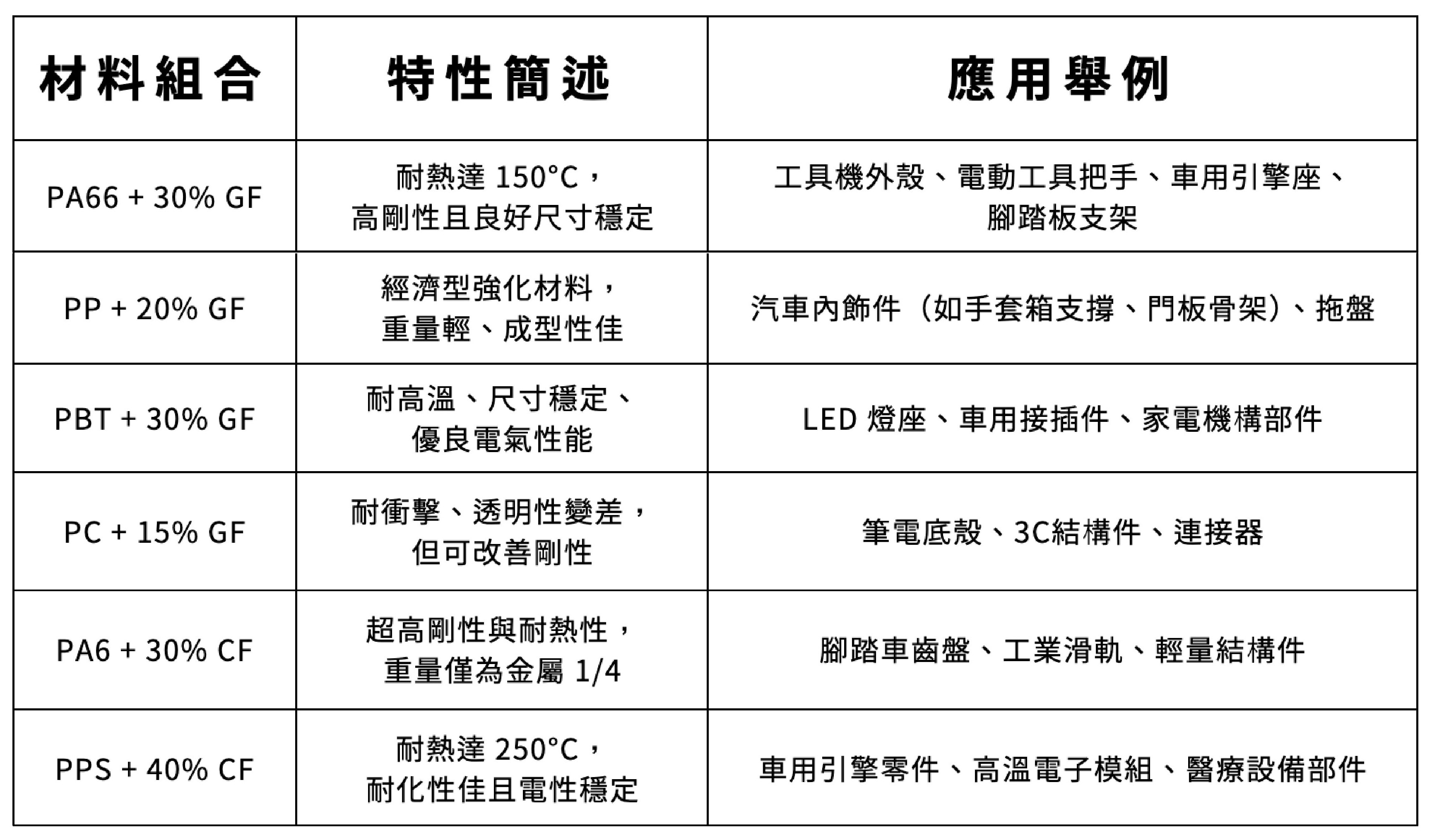
常見搭配如下:

複材射出用料通常是 短切纖維(3~10 mm)與熱塑性樹脂預混(Compounding) 而成,製作成粒狀後可直接於射出機使用。
常見纖維增強選項:
✅ 纖維排列方向影響強度
✅ 模具設計需強化耐磨與流動穩定
✅ 成型參數建議範圍(以 PA6+30GF 為例)
① 流動性下降:纖維越長、添加量越高,材料流動性越差,易造成充填不良或氣泡。
➝ 建議:避開過薄壁設計,或改以局部強化搭配主體。
② 模具磨耗:GF/CF 對模具鋼材磨損性高,應使用高硬度模具(如 H13、S136H)並設置流道過渡圓角減緩切削。
➝ 建議:如需大量量產,考慮 PVD 鍍層或表面氮化處理。
③ 纖維取向與強度異向性:射出方向與纖維方向一致處強度高,垂直方向可能強度低或易脆裂。
➝ 建議:設計時評估受力方向與填充路徑,並必要時使用模流分析。
④ 表面粗糙與銀絲紋:特別是碳纖增強塑膠,容易出現銀白色紋理、毛邊與色差問題。
➝ 建議:調整射出壓力與速度,或進行表面噴塗、拋光處理。

複合材料的應用,不只是「換個料」那麼簡單。
你必須理解它的物理特性(纖維排列與收縮行為)、加工條件(高壓、高溫、磨損性)與模具設計(流道、澆口、強化區)才能真正掌握它的優勢。
當你面對的是高階結構件、機構耐久需求、或輕量化任務——複材不是未來,而是現在的解答。
.svg)