PLAS TECH No.10
透明塑膠的製程挑戰|從光學規格到射出瑕疵控制
高透明,不只是看得見,更是做得出來
當產品設計納入「視覺穿透」、「光學精度」或「高透明感」需求時,透明塑膠成為最常見的材料選項。但相較於一般工程塑膠,透明件不僅挑材料、挑模具,更挑製程控制力。
從 PC 到 PMMA,從光罩到保護鏡,這些看似簡單的透明件背後,藏著極高的成型門檻與良率挑戰。
01|常見透明材料解析:不是所有透明塑膠都一樣
※ 透明性標準:以可見光穿透率(可達 90–92%)為參考;成型難度包含對溫控、模具拋光、排氣與剪口設計的敏感度評估
02|射出挑戰一:模具拋光與結構設計的極限考驗
✅ 表面光潔度
透明件模具須達鏡面級拋光(SPI A1/A2級),一旦模面有絲毫缺陷,成品即會呈現模糊、霧面或光斑。
✅ 澆口設計
- 建議使用潛伏式(submarine gate)或薄膜閘口(film gate),可減少剪口痕跡
- 澆口位置應避開視覺中心與光學區,防止流痕或氣紋形成
✅ 拔模與脫模
- 所有脫模方向皆應有 足夠斜度(≧1°),避免模具拉傷表面
- 高透明件需避免使用強制脫模或頂出桿位置錯誤,否則會留下白痕或裂紋
03|射出挑戰二:成型條件對瑕疵的直接影響
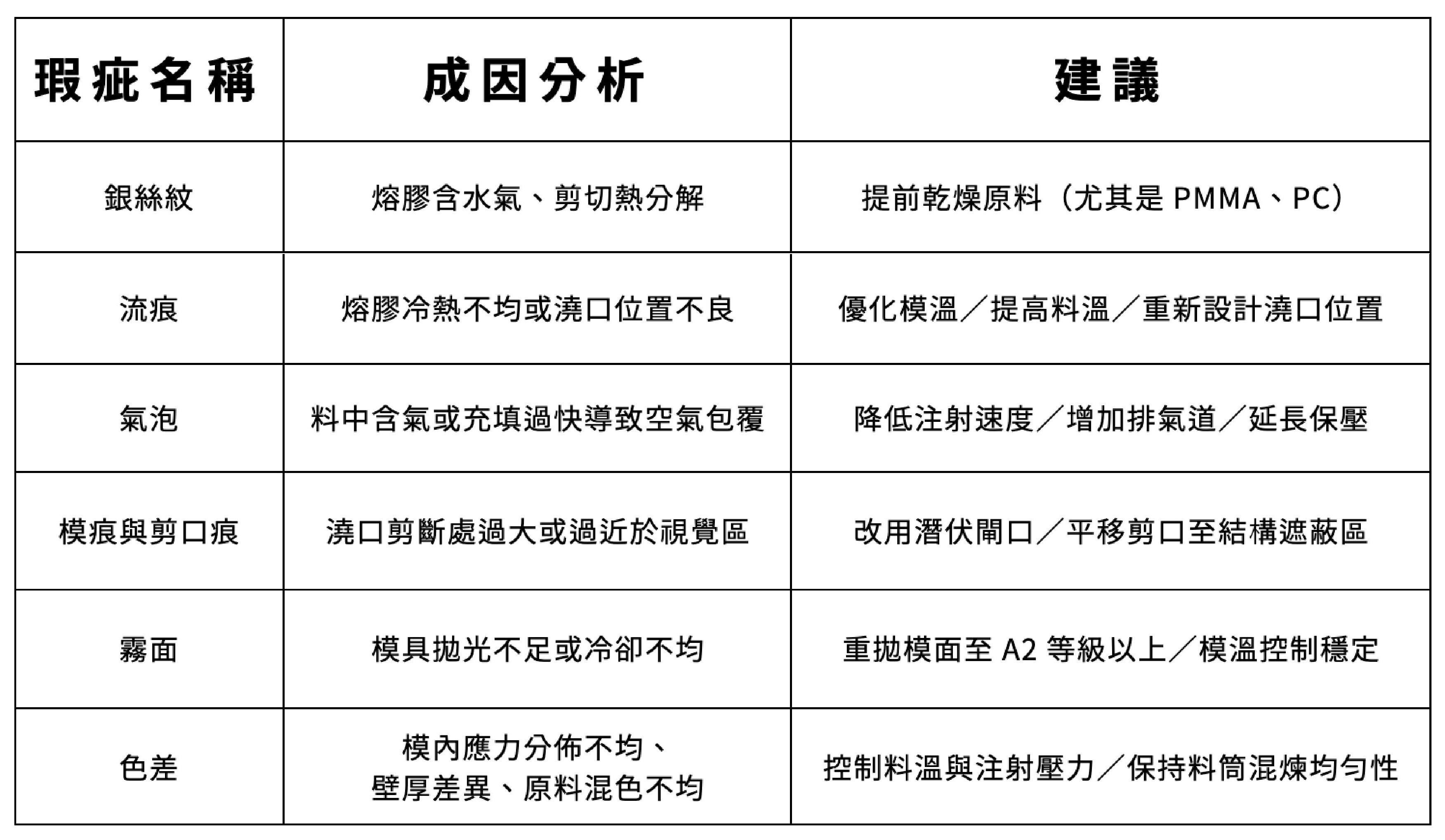
04|常見瑕疵與原因對照表
05|實際應用解析與優化範例
▍LED 車燈外罩(PC)
- 需求:高透明度+抗衝擊+耐熱
- 挑戰:澆口痕、波紋與脫模白痕
- 改善措施:使用潛伏閘口+鏡面級模具拋光+高模溫控制
- 結果:穿透率達 90% 以上,無明顯痕跡與翹曲
▍化妝品瓶身蓋(PMMA)
- 需求:光澤高+無白痕+抗刮
- 挑戰:剪口位置干擾視覺+冷卻不均導致收縮
- 改善措施:多澆口設計避開正面視覺/模溫提升至 80°C
- 結果:表面近似玻璃光感,量產良率提高 25%
▍醫療感測罩(COC)
- 需求:無內應力、透明不偏光、成品無微粒
- 挑戰:COC 熔點高、冷卻易翹曲、加工窗口小
- 改善措施:採用封閉循環冷卻水路+除濕乾燥機+慢速注射
- 結果:尺寸精度 < 0.02mm,光學清晰度達標
結語|透明不是風格,是工藝與理解的展現
設計一個透明塑膠件,不只是選對一種材料,還要從模具光潔度、剪口位置、注塑壓力到模溫冷卻,都做到極致。
透明,看似簡單,其實困難;能把透明件做穩、做好,才是真正工藝與製程整合能力的體現。




.svg)




